
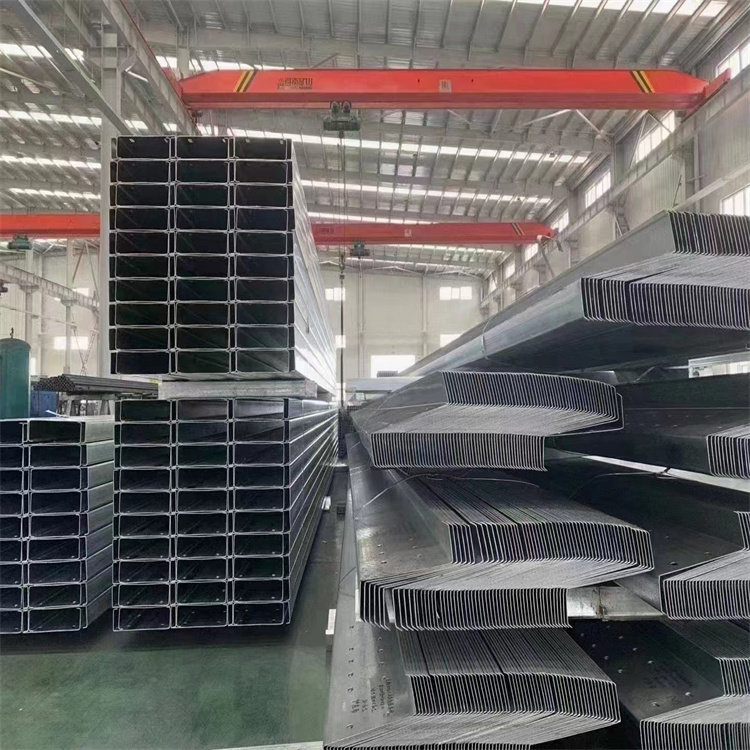
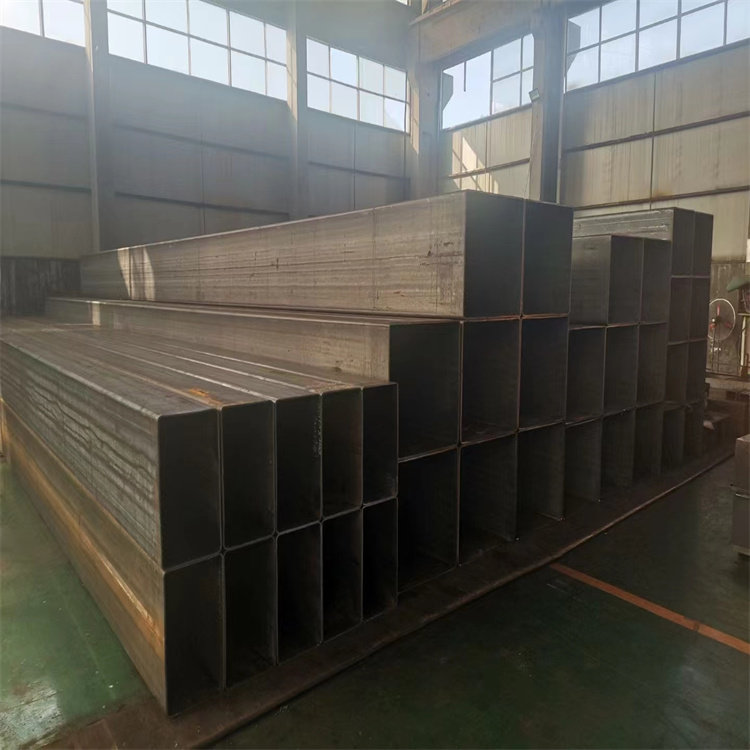
运城尖角方管材质Q345E方管101.6x101.6x9.75尖角方管
发布用户:sdystg666
发布时间:2025-03-27 09:01:19
尖角方管钢件的渗碳层深度要求一般都较保守,有时也很盲目。看来有必要研究决定渗碳层深度的力学因素,探讨减少渗层规定的可能性。碳氮共渗。碳氮共渗温度比渗碳低,工件畸变小。在渗层深度为.6mm以下时的渗速接近于93℃渗碳。钢碳氮共渗时容易出现反常组织,淬火后表面硬度有下降现象,渗层中有较多的残留奥氏体。如何合理选择工艺,充分发挥碳氮共渗潜力仍是值得探讨的问题。过去曾有人提倡过高浓度碳氮共渗,也曾有过钢件碳氮共渗时表面含碳量在.6%,具有综合力学性能的报道,为此众说纷纭。


经营理念:“信誉为本,服务至上”——让客户得放心,用得放心。
经营宗旨:“以诚为本,互惠双赢”——以优良的产品,低廉的价格,服务于广大新老客户。
在此,公司经理携全体员工,将凭借良好的信誉,优的产品,低廉的价格服务于广大用户。谨向对公司一贯给予关怀、支持和帮助的新老朋友和广大新老客户表示衷心的感谢!并真诚希望与之建立长期的合作关系,互惠互利,共求发展。 < 角方管不符标准,可采用机与定心敲击法结合修复。严重锈蚀时,应更换阀座。2膜片应光滑,无划痕,性符合要求。2控制阀5.2.1调节压力阀阀芯与阀座吻合严密,渗漏试验五分钟,渗漏不超过一滴。根据磨损情况,可相应采取机,定心敲击法或研磨法修复。无法修复则更换。2补油阀质量标准、检修方法与压力阀相同。3泵体部分5.3.1柱塞5.3.1.1与导向套配合尺寸公差为酱,圆度为.2mm,直线度为.22mm,表面粗糙度为,表面硬度HR5-55。1.2配合轴径与轴径同轴度.2mm。1.3修磨量.1D(D为直径)。2导向套5.3.2.1与柱塞配合尺寸公差为表面粗糙度5.3.2.2内径与外径同轴度为公.2mm。3密封图应有良好性,元老化裂纹现象,与柱塞配合面无划痕损 主轴颈、曲柄颈与轴瓦配合尺寸公差为,圆度.2mm,直线度Φ.2mm,表面粗糙度。1.2主轴颈与曲柄颈平行度为.3mm。1.3主轴颈与曲柄颈修磨量为直径的.4。2轴瓦壳5.4.2.1与轴瓦配合表面无拉伤起毛现象,表面粗糙度。2.2与轴瓦配合表面与导向孔垂直度为.2mm。2.3两轴瓦壳组合后,其两端导向孔同轴度社.2mm。3轴瓦5.4.3.1与轴瓦壳配合寸公差为,与曲柄配合尺寸公差为,配合表面粗糙度5.4.3.2轴瓦键槽与键配合尺寸公差为。4曲轴套5.4.4.1与主铀颈配合尺寸公差为,表面粗糙度为。4.2内径与外径同轴度为Φ.2mm。5中轴5.4.5.1与轴套配合尺寸公差为,圆度为.2mm,直线度.2mm,表面粗糙度,调质。2配合轴径与轴径同轴度Φ.1mm。3修磨量为直径的.4。6中轴套5.4.6.1表面粗糙度。2内径与外径向轴度Φ.2mm。车与验收6.1试车前准备工作6.1.1泵座及周围一切工具和杂物。2检查各部连接螺栓是否紧固。3检查密封圈压紧程度。4检查曲轴箱、液压腔、控制阀油箱的润滑油是否充足。5盘车两周,注意泵内有无异声,盘车是否轻便。6检查电器部分与控制装置有无异常现象。7拆去联轴器柱销,检验电机转向是否正确。8装上联轴器柱销,按好安全罩,准备试车。2试车6.2.1车前必须使泵头内充满水或料液。
山东轧三特钢有限公司是一家经营方管、矩形管、直缝焊管、无缝钢管,高压锅炉钢管的企业 ,主要销方管,方矩管,无缝钢管,无缝方管,焊接钢管,镀锌方矩管,锅炉无缝管等产品。所产品适用于多个领域。多年来公司坚持以市场为导向,以客户为主,以质量为企业命脉,以诚信为治企之本,坚持认真严谨的原则稳步进取,不断的发展壮大。在业界确立了多种服务体系,以良好的信誉、优的产品、低的价格,产品深得用户依赖。
公司本着质量为本,诚信经营、互惠互利的方针。在广大新老客户支持下,公司与各大企业建立了良好的供货关系。
公司将继续高举“实业报国、振兴中华民族经济”的旗帜,将一如既往地发挥长期的公司优的服务,实现与高水准接轨,竭诚与四海宾朋携手共创辉煌、共同托起中华民族工业的太阳。
< 角方管片和砂轮的使用寿命视其质量和分纸数量、纸质优劣而定,配用时要选质量上乘的品牌信誉好的供货商,方可达到节约成本,提高产品档次的目的。常见故障分析1.启动困难或无法启动电压不足;电源缺相;电路丝熔断;电机已坏;主动轮固定键脱落;传动齿轮中误入异物卡住;有轴承损坏或槽缝隙调整过窄,片被卡。2.自动停机。断电;变频电流范围调节不正;传动轮突然脱落;电脑输入有误。3.磨砂轮不能自由升降。改变不锈钢刷的钢丝直径,可获得不同粗细的纹路。断续丝纹一般在刷光机或擦纹机上制得。原理:采用两组同向旋转的差动轮,上组为快速旋转的磨辊,下组为慢速转动的胶辊,铝或铝合金板从两组辊轮中经过,被刷出细腻的断续直纹。乱纹拉丝是在高速运转的铜丝刷下,使铝板前后左右磨擦所获得的一种无规则、无明显纹路的亚光丝纹。这种,对铝或铝合金板的表面要求较高。波纹一般在刷光机或擦纹机上。利用上组磨辊的轴向运动,在铝或铝合金板表面磨刷,得出波浪式纹路。
经营理念:“信誉为本,服务至上”——让客户得放心,用得放心。
经营宗旨:“以诚为本,互惠双赢”——以优良的产品,低廉的价格,服务于广大新老客户。
在此,公司经理携全体员工,将凭借良好的信誉,优的产品,低廉的价格服务于广大用户。谨向对公司一贯给予关怀、支持和帮助的新老朋友和广大新老客户表示衷心的感谢!并真诚希望与之建立长期的合作关系,互惠互利,共求发展。 < 角方管不符标准,可采用机与定心敲击法结合修复。严重锈蚀时,应更换阀座。2膜片应光滑,无划痕,性符合要求。2控制阀5.2.1调节压力阀阀芯与阀座吻合严密,渗漏试验五分钟,渗漏不超过一滴。根据磨损情况,可相应采取机,定心敲击法或研磨法修复。无法修复则更换。2补油阀质量标准、检修方法与压力阀相同。3泵体部分5.3.1柱塞5.3.1.1与导向套配合尺寸公差为酱,圆度为.2mm,直线度为.22mm,表面粗糙度为,表面硬度HR5-55。1.2配合轴径与轴径同轴度.2mm。1.3修磨量.1D(D为直径)。2导向套5.3.2.1与柱塞配合尺寸公差为表面粗糙度5.3.2.2内径与外径同轴度为公.2mm。3密封图应有良好性,元老化裂纹现象,与柱塞配合面无划痕损 主轴颈、曲柄颈与轴瓦配合尺寸公差为,圆度.2mm,直线度Φ.2mm,表面粗糙度。1.2主轴颈与曲柄颈平行度为.3mm。1.3主轴颈与曲柄颈修磨量为直径的.4。2轴瓦壳5.4.2.1与轴瓦配合表面无拉伤起毛现象,表面粗糙度。2.2与轴瓦配合表面与导向孔垂直度为.2mm。2.3两轴瓦壳组合后,其两端导向孔同轴度社.2mm。3轴瓦5.4.3.1与轴瓦壳配合寸公差为,与曲柄配合尺寸公差为,配合表面粗糙度5.4.3.2轴瓦键槽与键配合尺寸公差为。4曲轴套5.4.4.1与主铀颈配合尺寸公差为,表面粗糙度为。4.2内径与外径同轴度为Φ.2mm。5中轴5.4.5.1与轴套配合尺寸公差为,圆度为.2mm,直线度.2mm,表面粗糙度,调质。2配合轴径与轴径同轴度Φ.1mm。3修磨量为直径的.4。6中轴套5.4.6.1表面粗糙度。2内径与外径向轴度Φ.2mm。车与验收6.1试车前准备工作6.1.1泵座及周围一切工具和杂物。2检查各部连接螺栓是否紧固。3检查密封圈压紧程度。4检查曲轴箱、液压腔、控制阀油箱的润滑油是否充足。5盘车两周,注意泵内有无异声,盘车是否轻便。6检查电器部分与控制装置有无异常现象。7拆去联轴器柱销,检验电机转向是否正确。8装上联轴器柱销,按好安全罩,准备试车。2试车6.2.1车前必须使泵头内充满水或料液。